
■レシーバー その1




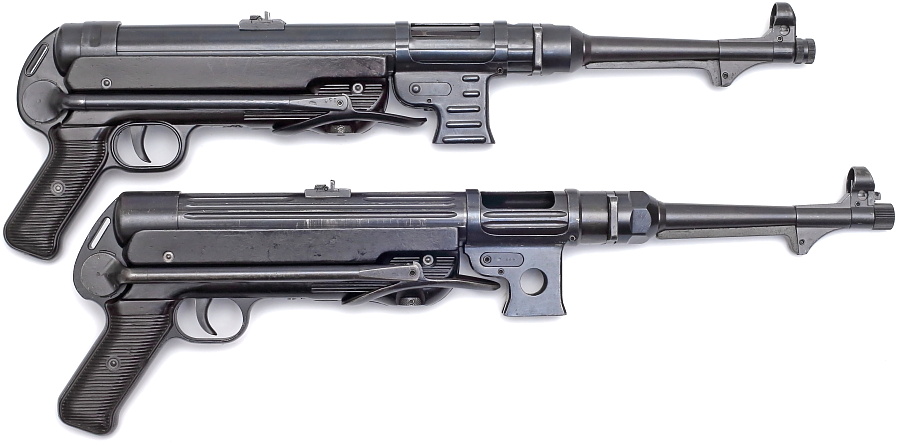
鋼製のチューブ素材から削り出しで製作された高品質なアッパーレシーバー。厚さ2.3㎜のスチールを使っており軽量化のため、ほぼ全周にわたってフルート加工(フライス盤による細い溝加工)が施されている。溝の深さは1.2~1.3㎜。上下レシーバーの分解・結合はMP40と比較して部品精度の高さが実感できる。

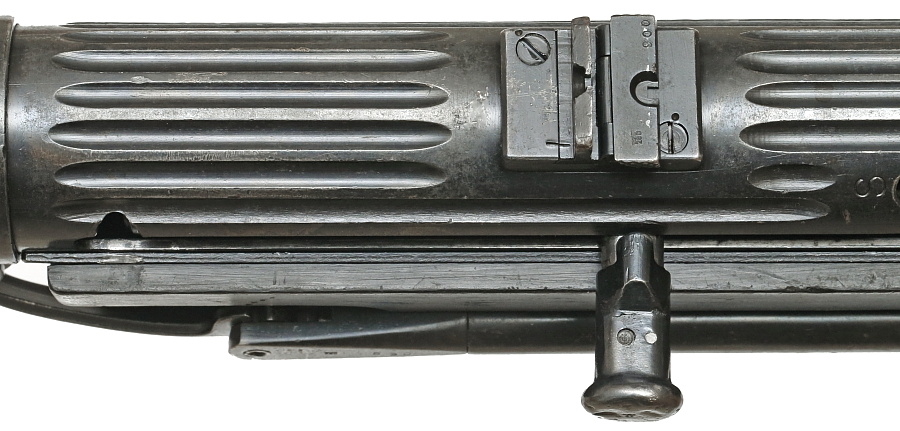
1939年のエルマ社製造品を示すレシーバー後部の刻印。
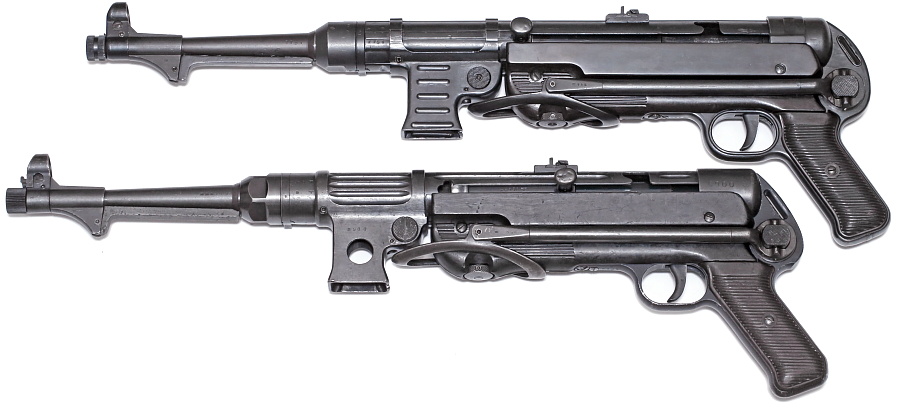



各部の寸法はほぼ同一であるが削り出しレシーバーによってスリムなMP40(写真上、1942年製造のシュタイアー・ダイムラー・プフ社製)と比べて重厚な印象を受けるMP38(写真下)。MP38のロアレシーバーとMP40のアッパーレシーバーは組み合うが、MP38のアッパーレシーバーとMP40のロアレシーバーは嵌合しない。
削り出し部品やアルミ部品をスチールのプレス製へ置き換えるなど生産性の向上で生産コストもより低価格が実現したと思われがちなMP40であるが、生産コストを見るとMP38:57ライヒスマルク、MP40:60ライヒスマルクとなっておりMP40の方が高い。これはMP40の初期生産において、1挺を生産するのに必要となる鋼の量がMP38よりも多かったため(MP38:10.7㎏、MP40:11.7㎏)。
MP40の生産が進むと鋼の必要量はMP38と同等になり、1挺あたりの生産時間がMP38:18時間、MP40:15時間となったため、最終的な生産コストはMP40の方が安い。


当時の短機関銃としては一般的な削り出しレシーバーだが、時代の先端を行く洗練されたデザインに100%削り出し加工の凝ったレシーバーを組み合わせたアンバランス感がMP38の魅力の一つ。

フルート加工はレシーバー下面も同様に施される。

ボルトが収まるレシーバー内部は凹凸の無い真円のためMP38ではボルトとレシーバーの摩擦が大きく異物(砂や泥など)の逃げ先が少ないため作動に悪影響を及ぼす可能性があった。


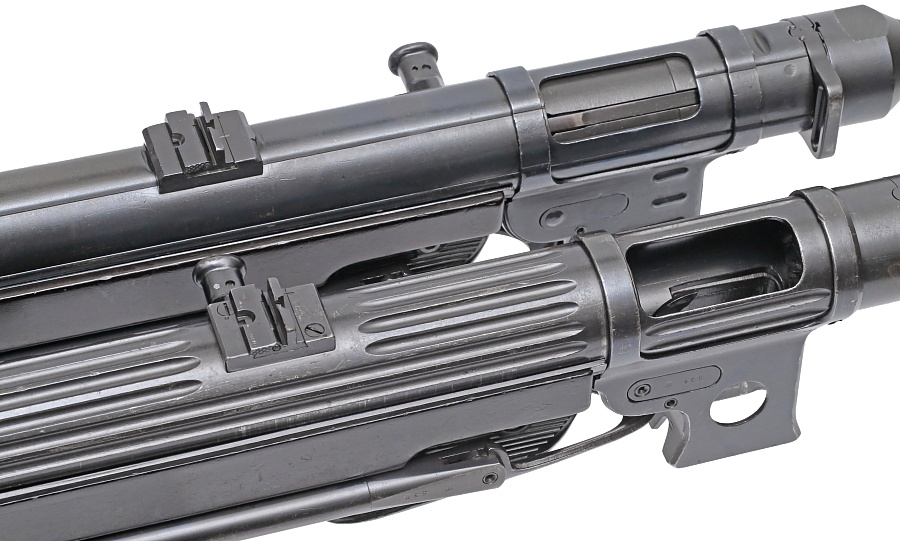
エジェクションポートの開口部は十分に大きく排莢不良の恐れは少ないが、ボルト後退時はここから異物が入りやすい。内部には突き出したエジェクターが見える。
もどる